

發布日期:2024-10-22 瀏(liú)覽次數:次
一、核心結構與技術規格
圓柱載體係統:
不鏽鋼圓柱體(tǐ)直徑為導絲最大外徑的10倍(bèi)(如外徑0.89mm導絲對應8.89mm圓柱),允許(xǔ)基於臨床風險論證調整直徑。
支撐架固定(dìng)圓柱(zhù)體兩端(duān),確保(bǎo)測試穩定性。
固定點采用圓柱體側壁開孔設計,用於鎖(suǒ)緊導絲末端。
精(jīng)密(mì)製造(zào)要求(qiú):
夾具材質為醫用級(jí)316L不(bú)鏽鋼,標配規格覆蓋(gài)2.54–9.65mm等9種外徑,適配0.30–1.27mm導絲。
二、執行標準(zhǔn)與原理
將導(dǎo)絲纏繞在一圓柱形模型上,然後展開並(bìng)檢查破裂情況,完全符合YY0450.1-2020標準中相關條款設計製造。
三、工裝
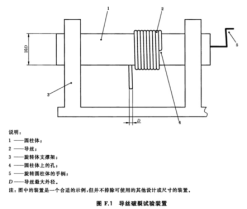
1圓柱(zhù)體,其直徑是導絲最大外徑D(見82)的10倍。可用適當的基於風險的(de)臨床論(lùn)證(見圖F1中1)使(shǐ)用不同直徑的圓柱體。
2支撐架用於支撐圓柱體的兩端(見圖F1中3)。
3固定點,圓柱體上的孔(見圖F1中4)用於固定導(dǎo)絲(見圖F1中2)。
4將圓柱體(tǐ)(F21)裝入支撐架(F22)內
5將導絲末端插入(rù)圓柱體(F23)的孔中固定導絲。轉第一圈時握持住。
6通過轉動手柄並握緊導絲將導絲緊(jǐn)緊地纏繞在圓(yuán)柱體上。至少纏繞完整的八圈,有適當的基於風險的臨床(chuáng)論證也可減(jiǎn)少編繞圈數。
7展開導絲並檢查由此引起的(de)破裂。在固定處和第一圈上產生的破裂不計;
8夾具規格:外徑(jìng)2.54/9.65/4.06/5.33/3.56/4.57/8.89/6.36/3.05不鏽鋼製(zhì)造(zào);
試樣裝夾:
導絲末端插入圓柱體固定孔,首圈纏繞時手動握持防滑脫。
轉(zhuǎn)動手柄緊密纏(chán)繞至少8整(zhěng)圈(基於風險論(lùn)證可減至5圈)。
破裂評估:
展開導絲(sī)檢查表麵破(pò)裂及塗層剝落,排除固定點與首圈損傷。
微觀結構檢(jiǎn)測需結合顯微鏡觀察裂紋擴展路(lù)。
試驗報告:
試驗報告(gào)應包(bāo)括下列信息: a)導絲的識別;
b)導絲是否發(fā)生破裂的描述;
c)如果直徑或(huò)圈(quān)數有偏離適當的基於風險的臨床論證。
五(wǔ)、質量控製與創新應用
研發優化:
對比不同材料(liào)(鎳鈦合金/聚合物塗層)在反複纏(chán)繞後的破裂閾值,優化導絲柔韌性設計。
生(shēng)產質控(kòng):
批量驗證(zhèng)符合YY0450.1-2020標準,確保臨床抗彎曲安全(quán)性。
智能化工裝集成數據采集係統,實時記錄載荷(hé)-位移曲線(xiàn)並(bìng)自動生成合格(gé)率報告。
六、操(cāo)作注意事項
纏繞時保持導絲與圓柱體切(qiē)線方向一致,避免側向應力幹擾(rǎo)。
定期校準圓柱體直(zhí)徑公差(±1%)及(jí)夾具(jù)平(píng)行(háng)度。
七、配置清單
說明(míng)書1份(fèn);
合格證1份;
保修卡1份;
簽(qiān)收單1份;
銘牌1塊;
宣傳冊若幹(gàn);
不鏽鋼製造夾具(規(guī)格:外徑2.54/9.65/4.06/5.33/3.56/4.57/8.89/6.36/3.05)各1件;

一、核心(xīn)結構與(yǔ)技(jì)術規格(gé)
圓柱載(zǎi)體係(xì)統:
不鏽鋼圓柱體直徑為導絲最大外徑的10倍(bèi)(如外徑(jìng)0.89mm導絲對應8.89mm圓柱(zhù)),允(yǔn)許基於臨床風險論證調整直徑。
支撐架固定圓柱體兩端,確保測試穩定性。
固定點采用圓柱(zhù)體側壁開孔(kǒng)設計,用於鎖緊導絲末(mò)端(duān)。
精密製(zhì)造要求:
夾具材質為醫用級316L不鏽鋼,標配(pèi)規格覆蓋2.54–9.65mm等9種外徑,適配(pèi)0.30–1.27mm導絲。
二、執(zhí)行(háng)標準與原理(lǐ)
將導絲纏繞(rào)在一圓柱形模型上,然後展開並檢查破(pò)裂情況,完全(quán)符合YY0450.1-2020標準中相關條款設(shè)計製造。
三、工(gōng)裝
1圓柱體,其直徑是導絲最(zuì)大外徑D(見82)的10倍。可用(yòng)適(shì)當的基於風險的臨床論(lùn)證(見(jiàn)圖F1中1)使用不同直徑的圓柱體。
2支撐架用於支撐圓柱體(tǐ)的兩端(見圖F1中3)。
3固定點,圓柱體上的孔(見圖F1中4)用於固定導絲(見圖F1中2)。
4將圓柱體(F21)裝入支撐架(F22)內
5將導絲末端插入圓柱體(F23)的孔中固定導絲。轉(zhuǎn)第一圈時握持住。
6通過轉動手柄並握緊導絲將導絲緊緊地纏繞在圓柱體上。至少纏繞完整的八圈,有適當的基於風險的臨床論證也可減少編繞(rào)圈數。
7展開導絲並(bìng)檢查由(yóu)此引起的(de)破裂。在固定處和第(dì)一(yī)圈上產生的破裂(liè)不計;
8夾具規格:外徑2.54/9.65/4.06/5.33/3.56/4.57/8.89/6.36/3.05不鏽鋼製(zhì)造;
試樣(yàng)裝夾:
導絲末端插入圓柱(zhù)體固定孔,首圈纏繞時手動握持防(fáng)滑脫。
轉動手柄緊密纏繞至少8整圈(基於風險論證可減至5圈)。
破裂評估:
展開導絲檢查表麵破裂及塗層剝落,排除固定點與首圈損傷。
微觀結構檢測需結合顯微鏡觀察裂紋擴(kuò)展路。
試(shì)驗報告:
試驗報告應包(bāo)括下列信息: a)導絲的識別;
b)導絲是否發生破裂的描述;
c)如果直徑或圈數有偏離(lí)適當的基於(yú)風險的臨床論證。
五、質量控製與創新應用
研發優化:
對比不同材料(鎳鈦合金/聚(jù)合物塗層(céng))在反(fǎn)複纏(chán)繞後的破裂閾值,優化導絲柔韌性設計(jì)。
生產質控:
批量(liàng)驗證符合YY0450.1-2020標準,確保臨床抗彎曲(qǔ)安全性。
智能化工裝集(jí)成數據采集係統,實時記錄載荷-位(wèi)移曲線並(bìng)自動生成合格率報告。
六(liù)、操作注意事項
纏繞時保持導絲與圓柱體切線方向一致,避免側向應(yīng)力幹擾。
定期校準(zhǔn)圓柱體直徑公差(±1%)及夾具平行度。
七、配置清單
說明書1份;
合格證1份;
保修卡1份;
簽收單1份;
銘牌1塊;
宣傳冊若幹;
不鏽鋼製造夾具(規格:外徑2.54/9.65/4.06/5.33/3.56/4.57/8.89/6.36/3.05)各1件;

客服微信二維碼

服務熱線